Мы работаем от чертежа до отливки! Вам больше не надо самостоятельно «придумывать», разрабатывать технологию получения отливки и строить трехмерные модели, мы сделаем это за Вас и обеспечим получение годных отливок с первого раза!
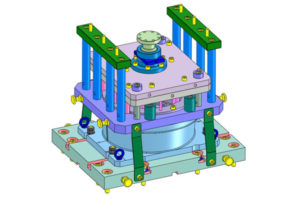
Качество каждой модельной оснастки контролируется с помощью системы компьютерного моделирования LVMFlow, что гарантирует заказчику получение годного литья.
Мы учитываем особенности вашего производства: правильно назначаем усадку и контролируем поведение отливки при затвердевании, что позволяет уменьшить припуски на мехобработку и повысить выход годного.
При производстве используется современные трех- и пятиосевые обрабатывающие центры с ЧПУ, что гарантирует высокую точность получаемых изделий и минимальные сроки изготовления.
Используются самые технологичные материалы: от пиломатериалов до современных модельных пластиков (Obomodulan, Ebalta, Raku-Tool, Renshape и др.) и компаундов.
Наши
возможности
Модельную оснастку больших размеров мы изготавливаем на 7-ми осевом роботе KUKA с зоной обработки 7000*2500*2000 мм. Изготовление модельной оснастки из пиломатериалов и модельных пластиков выполняется на современных станках с чпу европейского производства, что позволяет обеспечить высокую скорость обработки и точность в пределах 0,05 мм, в отличие от станков китайского производства
Робот Kuka
для модельной оснастки
Модельную оснастку больших размеров мы изготавливаем на 7-ми осевом роботе KUKA с зоной обработки 7000*2500*2000 мм.
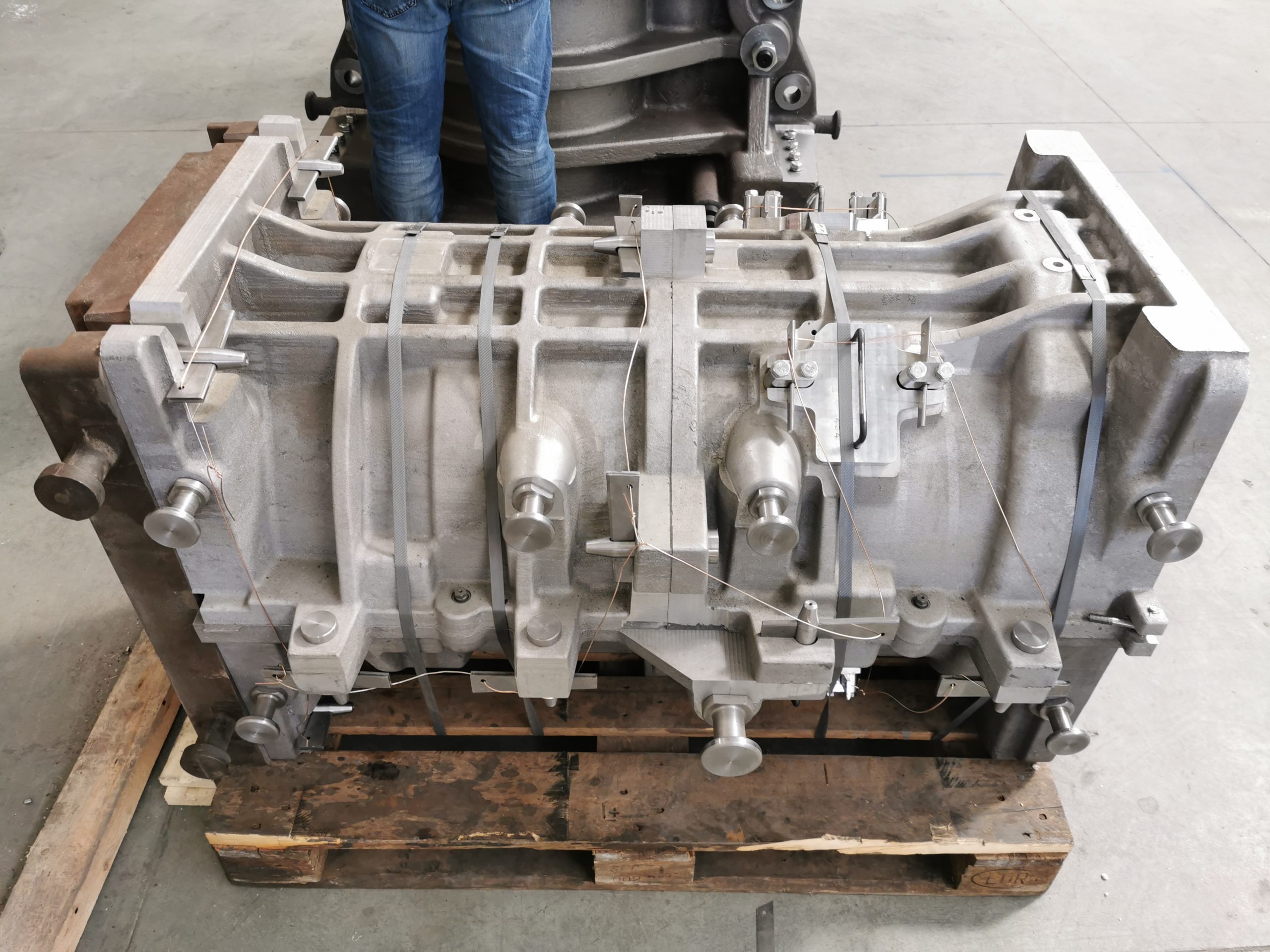
Особое внимание уделяем изготовлению стержневых ящиков и подмодельных плит из алюминия, стали и чугуна
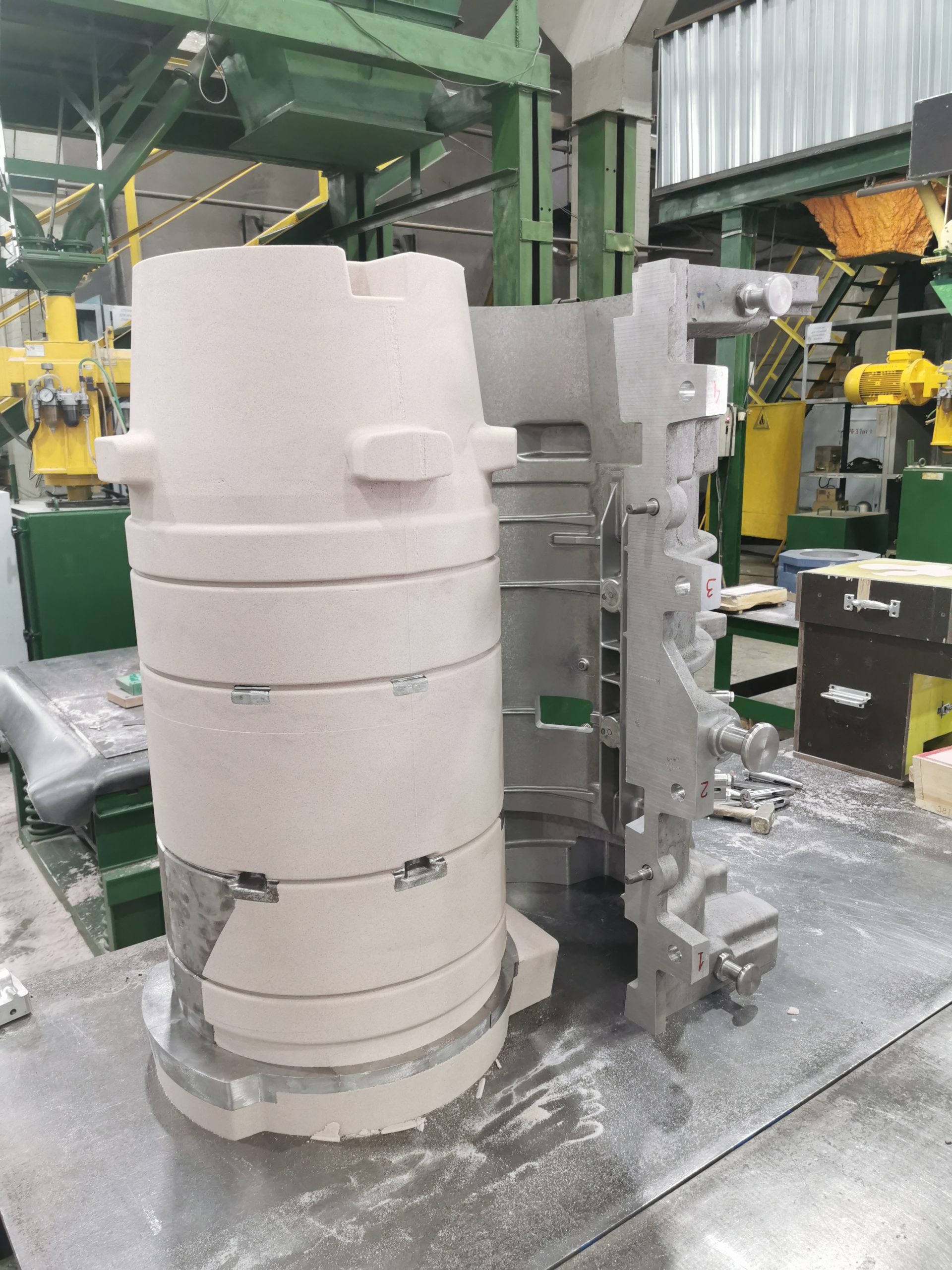
3D формы
для литья в ХТС
Быстро изготовим на 3D принтере литейную форму любой сложности из ХТС для литья сложных единичных отливок из стали и алюминия











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}